Technical Information
Materials
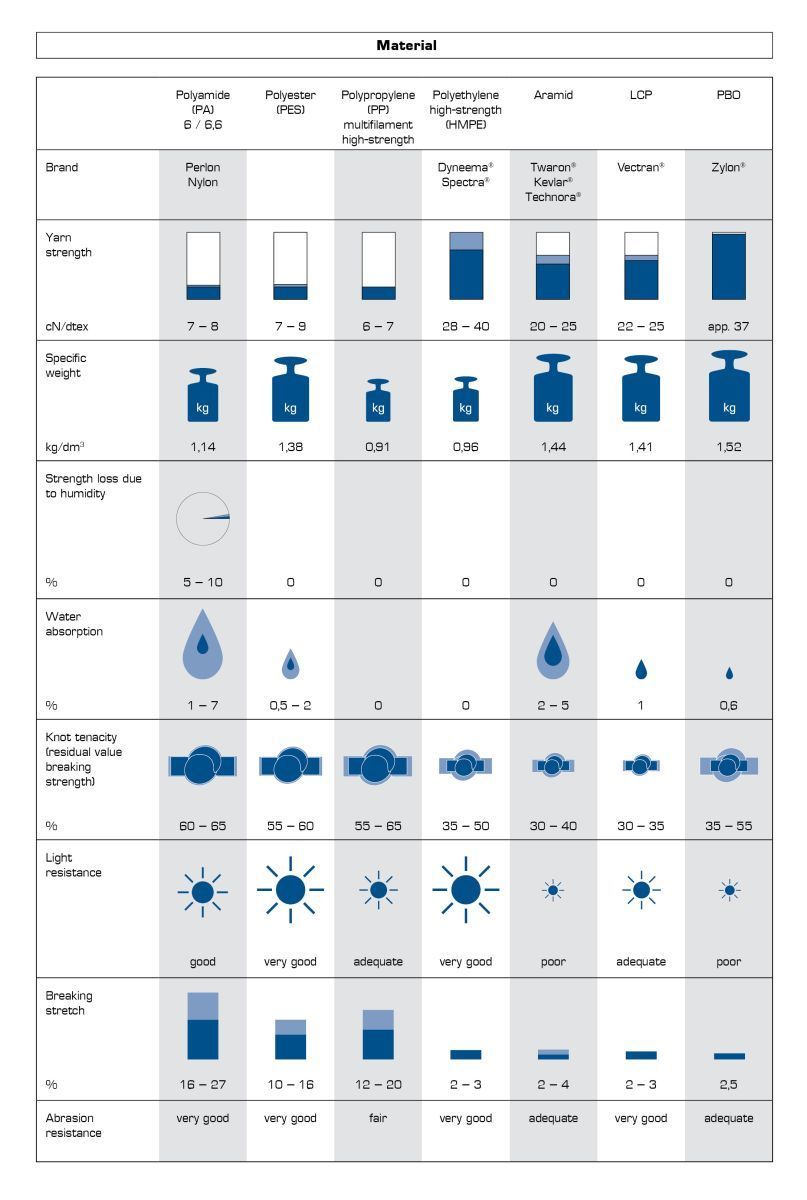
Comparing summary of synthetic fibres
Here you can read about technical information of physical properties of synthetical fibres, e.g. UV-resistance, resistance to abrasion…
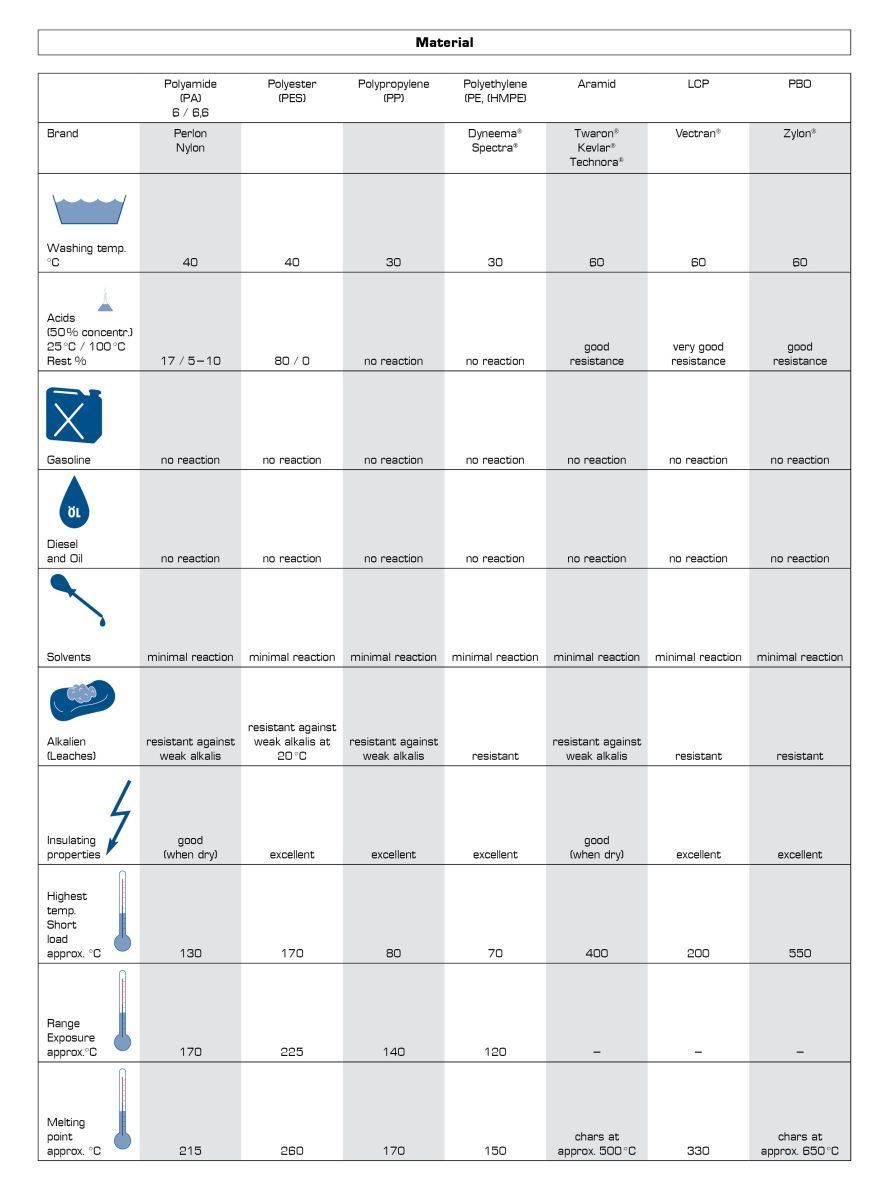
Reaction of synthetic ropes under different conditions
Read more technical information of chemical properties of synthetic ropes, e.g. Melting temperature, resistance against acids, insulating properties...
Constructions
The different construction possibilities of synthetic ropes.
Twisted / 3-strand / 4-strand
Twisted rope is still being put to many uses even today. Despite the improvements made by modern technology in manufacturing twisted rope, it nevertheless remains inferior to plaited rope when used under certain conditions.
Simple spliceability, low prices, well-grooved surfaces with a good grip will ensure that twisted rope will continue to hold its position in the market of the future. Sailors using twisted rope must, however, ensure that the built-in twist is not lost during use. The rope must not come undone, if however the ends come undone the rope can be repaired by manually twisting the individual strands and then twisting the strands together. This is especially important with smooth finishes, such as Polyester, Polyamide or Polypropylene.

3-strand
Plaited / Braided Rope
Plaited ropes, on the other hand, can be engineered in a great many different ways. All plaited rope, beginning with the 3-plait, to the traditional 8-plait, 12-plait and 16-plait, as well as the elaborate joined core-cover construction in various materials, is constructed in such way so that it can be put to best use. As a result, splicing rope of this type creates no difficulties today.

8-plaited

16-plaited

1:1-plaited

32-plaited

octoplait
Textile examinations and quality management
Specifications of the offered examinations.Rope dictionary
Definitions about manufacturing of ropes, cords and lines.Working stretch
Working stretch is the elongation of a rope at 30% of its breaking load.LIROS Heat-Stretch-System
The unique LIROS pre-stretch system, calibrated under exacting temperature and tension conditions, is designed to minimize stretch in all ropes.LIROS Coating System
The LIROS LCS process improves resistance to abrasion, and protects against UV damage - even in the latest materials - by as much as 50%.LIROS Dry Rope System
LIROS DRS is the durable water-repellent coating of technical ropes.Safety instructions
Declarations of conformity
Yachting – recommended line diameters, mooring lines and usage recommendations
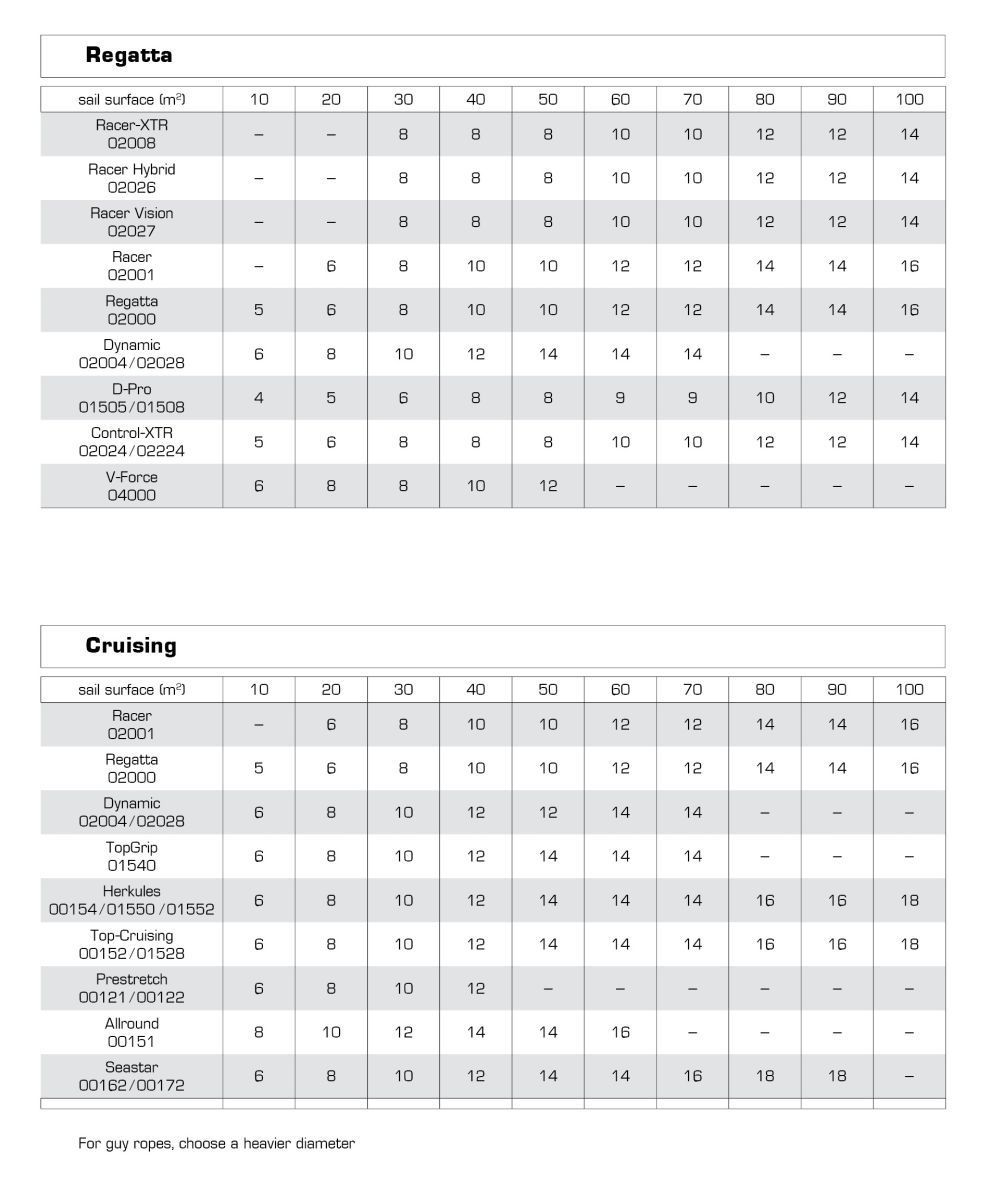
Recommended Line Diameters
Always choose the right stopper based on your line's diameter.
The wrong stopper size can damage your line.
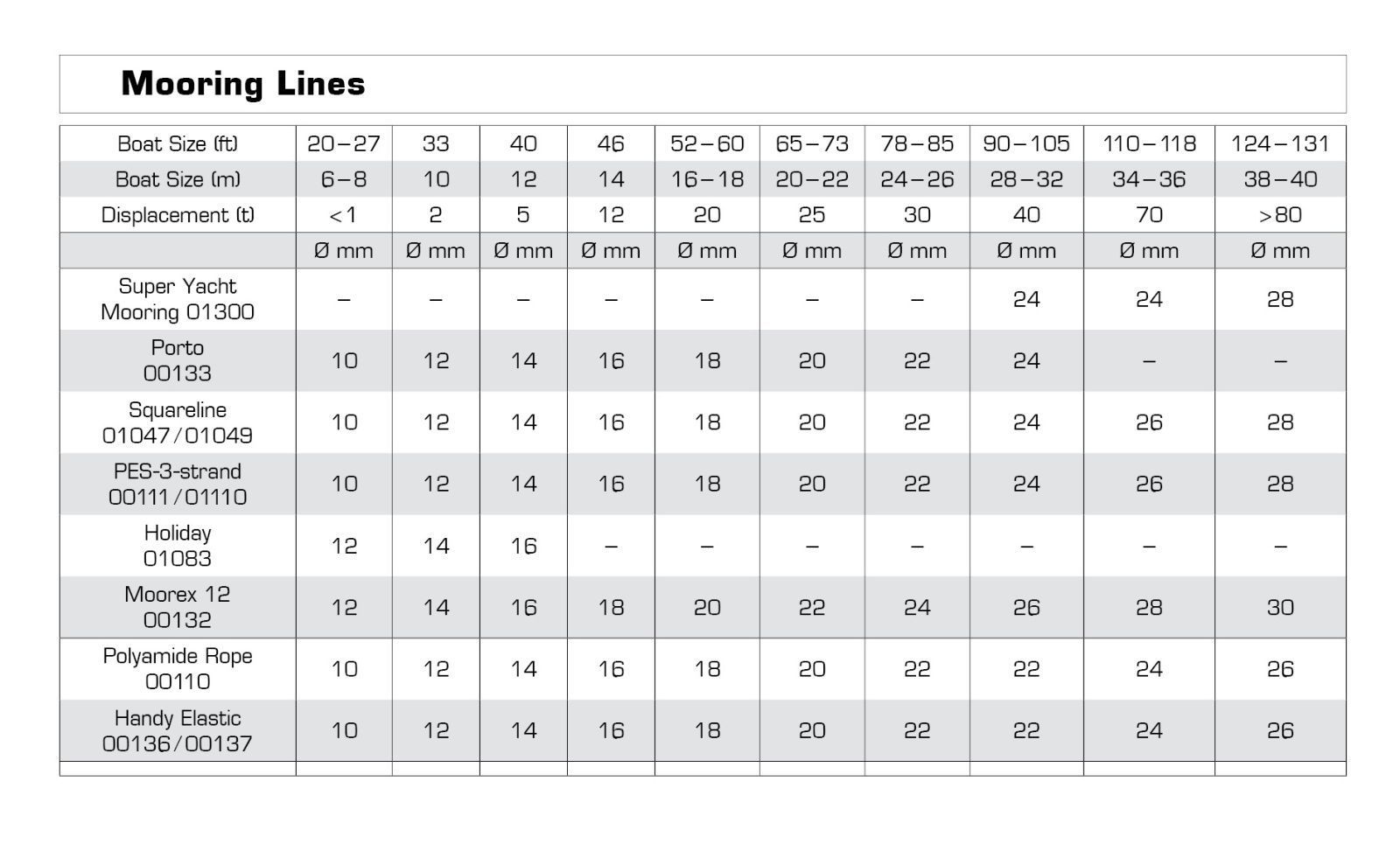
Recommended Mooring Lines
Always secure any watercraft with at least four mooring lines.
Length of lines: Two lines at 1,5 x boat-length (m) and two lines at 1,0 x boat-length (m).
We recommend visual inspection of every line, before and after use.
Lines should be removed from use if the load-bearing portion shows evidence of damage, even through normal water and tear.
LIROS quality lines may be washed in mild detergent on the "gentle" or"delicate" cycle at 30°C, packed in a cotton bag.
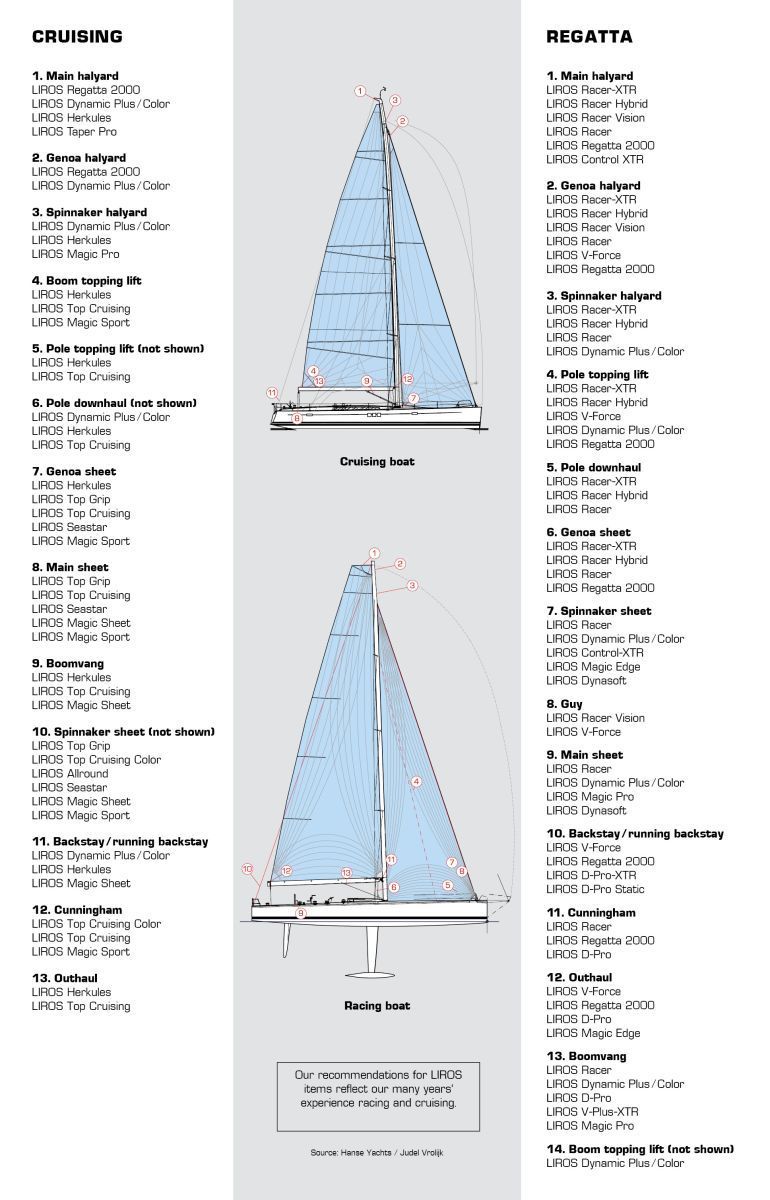
Usage recommendations
Our recommendations for LIROS items reflect our many years' experience racing and cruising.